
If you’re a beginner with a coal fire and a hammer — in short, just starting blacksmithing — you’ll appreciate these instructions to help you build proficiency in basic forge-welding techniques.
I’ve been smithing for more than a decade at my business, Five Points Blacksmith Shop in Charleston, Illinois. While forging iron is physically demanding (especially for those just starting blacksmithing), I’ve learned that controlled movement is much more important than brute strength.
Although many blacksmiths opt to use modern equipment, such as electric welders, it’s beneficial to know traditional joinery. Building a repertoire of beginning blacksmithing techniques will allow you to increase your skill as you accumulate knowledge. Once you’re comfortable performing basic tasks, you’ll be able to complete a broad range of aesthetic and functional blacksmithing projects for your home and garden. Here, you’ll learn about mastering fundamental forge-welding techniques.
Forge Welding for Beginners
Also referred to as “fire welding,” forge welding is the process of uniting two or more pieces of metal through heat and hammer. When the proper welding temperature has been achieved, two pieces of steel stock can be fused together with blows. Forge welding techniques aren’t difficult, although your chance of being burned by the materials is somewhat high. By maintaining your focus and staying calm, you’ll learn how it feels to safely connect with iron, not simply manipulate it.

Before setting up a welding fire, you need to remove clinkers, ash, and all other debris from your coal forge. The most common fire used to forge-weld is a chamber-shaped, or “beehive,” fire. This formation will allow you to observe the metal stock as it heats, and its enclosed “oven” will concentrate the heat on the stock inside the chamber.
A beehive fire is similar in formation to a banked fire. When a fire is banked, the buildup of wet coal on top of burning coal insulates and keeps the embers slowly burning for a long period of time. Beehive fires have the same layered technique, but the airflow is constant, which creates an intensely hot center.
To create a beehive fire, follow the same start-up procedure as with a regular forging fire. As you rake coal into the fire, pat down the mound with the bottom of the shovel. The goal is to create an extremely hot and compacted heat source. Once a fire has been established, increase the blower and start adding moistened coal to the fire. (Remember to shut down the blower before proceeding with actual forge welding, because air circulation will increase the rate of oxidation.) As the wet coal burns, it’ll solidify and surround your fire with a hard, igloo-shaped chamber. Continue adding wet coal and patting it down with the shovel. The overall height of the mound should be equal to the depth of the firebox.

The interior of the compacted coal pile will transform into coke, which you’ll use as the fuel for the clean, hot fire essential for forge welding. The outer wet layer will create a shell that you’ll poke open to create an entrance for the stock. The entrance should be located on the front and near the bottom of the mound, where the fire is white-hot. You must be able to check your stock as it’s heating, but the fire’s intensity can damage your eyes if you stare at it. I strongly encourage you to invest in a pair of didymium safety glasses. Standard safety glasses won’t shield you from the fire’s intense ultraviolet light.
Practice creating the heat and temperature needed for forge welding by intentionally burning a 1/2-inch-diameter piece of 5-inch-long stock. Place half the stock into the fire. Wear didymium safety glasses while you watch what happens, but don’t stare intently. You’ll notice the surface gains a glass-like appearance as the color of the metal stock becomes lighter. Watch for the initial sparks, and, in a short time, the sparking will intensify as the metal begins to melt.
Starting Blacksmithing: “Scarfing” Technique
The optimal temperature for forge welding mild steel is 2,300 degrees Fahrenheit. At welding heat, this material will have a molten surface and a soft internal structure. A common mistake of beginning smiths is to overuse the forge’s blower to increase fire intensity — but airflow increases the rate of oxidation, and steel can’t be forge-welded when scale is present.
Flux is important because it protects metal from further oxidation and liquefies and removes scaling that’s occurred during heating. Apply this powdered compound to the mating surfaces of mild and carbon steels during forge welding. Flux melts and flows into the tightest cracks, removing any oxide that’s already formed and coating the exposed surfaces to stop any further scaling.
As the flux begins to melt, you’ll notice the surface looks wet and fluid; this is called “slippery welding temperature.” Soon after, the surface will take on a bright-yellow or white appearance and sparks will begin to appear, signaling it’s time to forge the weld, because your material has reached a semi-molten state. The metal surface has begun to burn slightly, so you’ll need to work fast. Don’t overheat metal, and work efficiently once you’ve achieved welding heat. Try to avoid repeated heats, as reheating will increase the difficulty of getting the materials to adhere to each other.
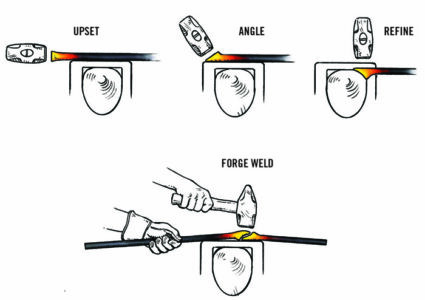
Before two pieces of metal can be forge-welded, you must prepare the mating, or contact, surfaces. “Scarfing” is the process of upsetting the tips of two pieces of stock with angled, slightly bulged surfaces. The purpose of hammering the end of a piece of metal stock is to create a diagonal, bulged surface. Scarfing also builds up the mass of material that will be lost in the heating and hammering process. The resulting diagonal surface increases the contact area for the weld. A convex scarfed surface helps ensure the center of the joint is fused before the edges, and it allows for impurities — such as slag, oxides, and welding flux — to be expelled during the welding process, creating a stronger connection.
Your stock ends should be upset before they’re scarfed. This increase in mass will help maintain the original thickness of the steel. Avoid long, thin scarfs, because they’re susceptible to burning up and have difficulty maintaining the proper temperature. A finished scarf end should measure about 1-1/2 times the thickness of the original stock material.
Try this practice scarfing exercise using the standard igloo-shaped forging fire described earlier. Use a 20-inch length of 3/8-inch-square stock, because round stock has a tendency to roll, making it more difficult for beginners. Start by heating the tip (half-inch or less) of one piece of stock to a bright-orange color. If the heat is longer than a half-inch, quickly pour a stream of water on the backside of the material to cool it off.
Place the heated tip over the far side of the anvil face and bring your hammer straight down on the tip of the stock. These are called “back-up blows.” Rotate the stock 180 degrees every few blows until you see the end compress and become larger than the stock size. Hold the stock material nearly flat on the face of the anvil and use the hammer to move the bulge to one side of the tip.
Reheat about 1-1/2 inches of the end of one piece of stock to bright-orange. Place the heated end flat on the far side of the anvil face. Use back blows, positioning your hammer face so it makes contact at a 45-degree angle with the upset material. Position the scarf with the large bulge against the round edge of the anvil and forge its convex.
All shaped metal stocks can be scarfed, but only round-stock scarfs come to a point. Rectangular and square stock scarfs have a straight edge with a slight radius.
Forge Welding Techniques
Place the scarfed surface you wish to weld into the forge fire. Position the stock horizontally, and carefully rotate it to ensure the heat is evenly applied. When the stock is bright-orange, carefully rotate it so the mating surfaces are facing upward. Sprinkle flux onto the scarfed surfaces.

Don’t increase the blower to accelerate the fire temperature, because more air will cause more oxidation. When a sparking yellow or white appearance has been achieved, quickly remove the metal from the fire. Lift it vertically and out from the fire — don’t drag it through the coals! Then, use a wire brush to remove any impurities on the contact surfaces and strike the stock on the anvil’s edge to pop off excess flux. Your stock is now ready to be forge-welded using one of the weld types described below.
Fagot Welds
Fagot welds are probably the easiest forge weld to perform when you’re starting blacksmithing, because neither upsetting nor scarfing is required. The word “fagot” dates to the 14th century and refers to the bundling of sticks. Fagot welds consist of either a bundle of iron stock or one piece of bar stock bent back on itself. This weld can be used to recycle scrap materials into a thicker piece of stock.
To practice forging a fagot weld, obtain a 20-inch length of 3/8-inch-square stock. Using a beehive fire, heat approximately 5 inches of the tip to bright-orange. Place 3 inches of this heated portion over a hot-cut hardy tool on your anvil, and hammer down until the stock is cut halfway through.
Position the stock with the cut mark facing upward on the far edge of the anvil face, and hammer the protruding portion downward. Bring the entire heated section of the stock to the anvil surface and continue hammering until the stock bends back upon itself and the two sides meet.
Return the stock to the fire and bring it to a yellow-orange color. Sprinkle some flux on both sides of the seam and return the stock to the fire. As it heats, make sure a wire brush and hammer are waiting on the anvil.
When sparks start to pop out of the fire and a yellow-white color has appeared, carefully and quickly remove the stock from the forge and use the wire brush to remove any scale and excess flux from the material.
Return the stock to the anvil face. Make the first hammer blows on the top and bottom, leaving the seamed sides open to push out impurities. The first few hits should occur quickly, dead on, with medium to light blows that allow the moltening material to begin to stick. Heavy blows will blow the molten material out of the sides of the scarf, so they should occur only after the initial connection has been made.
Because fagot welds are easy to perform, they’re the perfect practice exercise when you’re starting blacksmithing and just learning how to identify a proper welding temperature color.
Loop Welds
Loop welds, also known as “eye welds,” require only one piece of stock and one scarfed end. They’re incorporated into numerous forging projects, such as fireplace tools, and they’re fairly simple to execute. They can be performed on all types of stock.
To make a practice loop weld, cut a 30-inch length of 3/8-inch-round stock. Heat about 1 inch of the end of the metal to a bright-orange forging temperature and taper it. Return the stock to the fire and heat about 10 inches of the tapered end to the forging color. Bend this portion over the anvil’s horn until the tapered tip meets the stock. Pinch the two pieces together but maintain a small space between them.
Return the stock to the fire again and heat the area between the bulge and the scarfed tip. Use the anvil horn to shape this section into a loop. Keep hammering until the tip meets the section of bulged stock.
Gently nudge the coals of your beehive fire with a rake and place the fluxed, looped end of stock into the coals, with the area to be welded in the center of the fire. Bring the stock color to a sparking yellow-white.
Remove the stock from the forge fire, use a wire brush to quickly remove any scale, and then bring the loop to the anvil face. Your first hammer blow should occur at the thickest area of the connection — right at the heel of your taper. Using controlled strikes, hammer the sides of the weld by rotating the material.
After you’ve complete the forge weld, return the loop to the fire, reheat, and use the anvil horn to finish shaping the loop.
Lap Welding
Lap welding is the process of joining two scarfed edges together. Both scarfs need to be forged to the same length and angled surface, or you won’t have a smooth transition between stock. Since two separate pieces are being joined, this type of weld requires a bit more choreography and will be trickier for those just starting blacksmithing.
Use two pieces of 3/8-inch-square stock, with one cut 5 inches long and the other 20 inches. You can hold the longer piece of stock with your hand, but the shorter piece will require tongs.
Heat about 1 inch at the end of each piece to a bright-orange forging temperature, and upset. Reheat to forging color and scarf the upset end of each piece. Apply flux and return the pieces of stock to the fire. Heat the metal to sparking yellow-white.
Hold the short piece secured in the tongs with your dominant hand, and grip the longer length of material in your passive hand. Remove both pieces from the fire. Place the short piece on the face of the anvil, scarf side up. With the short piece in position, place the long piece, scarf side down, over the first. The two scarfed surfaces will stick together when they make contact. When the tips are aligned with both mating surfaces touching, drop the tongs and pick up the hammer.
Strike the stock a few times, and then use rapid, heavy blows while rotating the stock. Continue until the two pieces appear to be connected throughout the length of the scarfs. Maintain a uniform thickness. Don’t hammer once the color has diminished, because you’ll no longer be welding the metal together.
You’ve just forge-welded two separate pieces of steel stock. To test the strength of your weld, place the materials in the grip of a vise just below the weld. Use your hammer and strike a couple of heavy blows. A strong weld will bend without breaking apart.
Feature image by Flickr/Flavio (CC BY-NC-ND 2.0).
Lorelei Sims is an expert blacksmith, metal artist, teacher of forge welding techniques, and owner of Five Points Blacksmith Shop in Charleston, Illinois. View examples of her work at Blacksmith Chic. This story is excerpted from her book, The Beginner’s Guide to Blacksmithing.
Originally published as “Forge Ahead with Blacksmithing” in the September/October 2023 issue of Grit magazine and regularly vetted for accuracy.






{kind=link}